邁進(jìn)新時(shí)代的中華新曦鵬健康科技園官方網(wǎng)站!

熱門(mén)關(guān)鍵詞:車牌識(shí)別
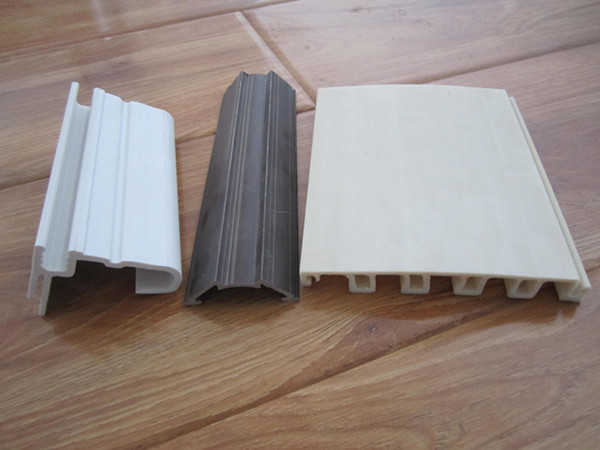
專注塑膠模具的開(kāi)發(fā)、設(shè)計(jì)!實(shí)惠的價(jià)格

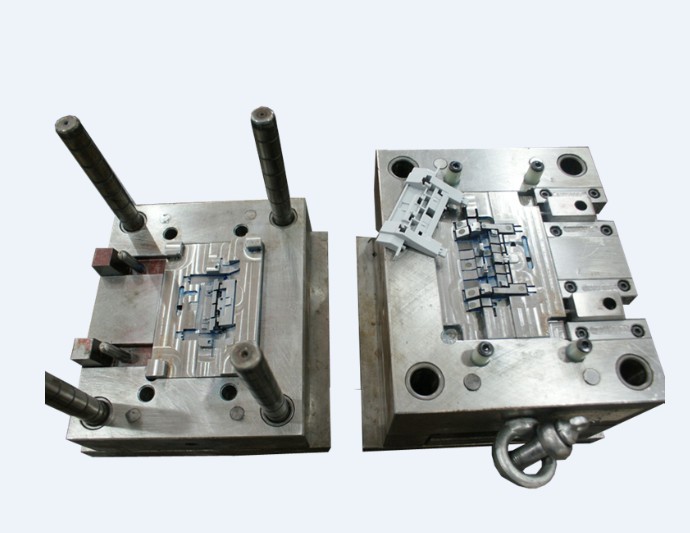
上海曦鵬工貿(mào)有限公司擬更名中華新曦鵬健康科技園股份有限公司,致力于各種塑膠模具的開(kāi)發(fā),設(shè)計(jì),制造與注塑成型,皆在打造品質(zhì)的新曦鵬塑料模具廠。目前公司所涉及的塑膠模具產(chǎn)品有數(shù)碼通訊模具產(chǎn)品類如手機(jī)外殼模具,PDA模具,GPS模具,電話機(jī)模具,藍(lán)牙耳機(jī)模具等;汽車配件模具如汽車音響模具,車載數(shù)字電視模具等,電腦配件模具產(chǎn)品類如鼠標(biāo)模具,液晶顯示器模具產(chǎn)品如路由器模具,交換機(jī)模具,轉(zhuǎn)換器模具產(chǎn)品等。
公司擁有CNC加工中心,精雕,沙迪克火花機(jī)等各類精密模具生產(chǎn)設(shè)備和二次元,三次元專業(yè)的檢測(cè)設(shè)備。同時(shí)還擁有各種型號(hào)的震雄注塑機(jī)(注塑機(jī)噸位從600噸到80噸不等)。專業(yè)塑膠噴漆流水線,絲印機(jī)、移印、燙金機(jī)等專業(yè)加工設(shè)備若干。公司的模具設(shè)計(jì)開(kāi)發(fā)采用CAD/CAM/CAE作業(yè)系統(tǒng),建立內(nèi)外網(wǎng)絡(luò)體系,實(shí)現(xiàn)了產(chǎn)品從個(gè)構(gòu)思到成品的轉(zhuǎn)化。
我們有的不僅僅是技術(shù),我們還有質(zhì)量和服務(wù)!
注塑模具廠家對(duì)注塑技術(shù)的分析 注塑工藝中少不了注塑成型過(guò)程,注塑成型的主要作用是將,塑料成型。(注塑,注塑模具塑料制品,影響注塑成型工藝的因素主要有塑化流動(dòng)和冷卻溫度和各個(gè)的作用時(shí)間等,在注塑過(guò)程中需要通過(guò)不斷的控制注塑溫度來(lái)使塑料轉(zhuǎn)變成能保持原有特性的注塑注塑技術(shù),注塑資料,光盤(pán)注塑) 前兩個(gè)溫度主要影響注塑,塑料在不同類型的注射機(jī)內(nèi)的塑化過(guò)程也是不同的,因而選擇料筒溫度也不相同。(注塑,注塑模具塑料的流動(dòng)和冷卻。每一種注塑塑膠模具注塑模具流動(dòng),而后一種溫度主要是影響廠家技術(shù)都具有不同的流動(dòng)溫度,同一種塑料,由于注塑資料來(lái)源或牌號(hào)不同,其流動(dòng)溫度及分解溫度是有差別的,這是由于平均分子量和分子量分布不同所致,光盤(pán)注塑塑料的塑化和注塑技術(shù),注塑資料,光盤(pán)注塑) 噴嘴溫度通常是略低于料筒最高溫度的,這是為了防止熔料在直通式噴嘴可能發(fā)生的注塑技術(shù)“流涎現(xiàn)象”。噴嘴溫度也不能過(guò)低,否則將會(huì)造成熔料的早凝而將噴嘴堵死,或者由于,塑料結(jié)晶性的有無(wú)、制品的尺寸與結(jié)構(gòu)、性能要求,以及其它工藝條。(注塑,注塑模具模具溫度的高低決定于塑料模具早凝料注入模腔而影響制品的性能。模具溫度對(duì)制品的內(nèi)在性能和表觀質(zhì)量影響很大。注塑技術(shù),注塑資料,光盤(pán)注塑) 采用螺桿式注射機(jī)時(shí),螺桿頂部熔料在螺桿轉(zhuǎn)動(dòng)后退時(shí)所受到的壓力稱為塑化壓力,亦稱背壓。這種壓力的大小是可以通過(guò)注塑資料液壓系統(tǒng)中的溢流閥來(lái)調(diào)整的。在注射中,塑化壓力的大小是隨螺桿的轉(zhuǎn)速都不變,則增加塑化壓力時(shí)即會(huì)提高熔體的塑膠注塑注塑模具,模具溫度,但會(huì)減小塑化的速度。此外,增加塑化壓力常能使熔體的溫度均勻,色料的混合均勻和排出熔體中的氣體。(注塑,注塑技術(shù),注塑資料,光盤(pán)注塑) 在當(dāng)前生產(chǎn)中,光盤(pán)注塑幾乎把所有的注射機(jī)的注射壓力都是以柱塞或螺桿頂部對(duì)塑料所施的壓力為準(zhǔn)的。注射壓力在注塑成型中所起的作用是,克服塑料從料筒流向型腔的流動(dòng)阻力,給予熔料充模的速率以及對(duì)熔料進(jìn)行壓實(shí)。(注塑,注塑模具注塑技術(shù),注塑資料,光盤(pán)注塑),注塑模具加工 注塑的保壓時(shí)間是指對(duì)成型腔內(nèi)塑料的壓力時(shí)間,因?yàn)槠湓谡麄€(gè)注塑時(shí)間內(nèi)所占的比例較長(zhǎng),所以在澆口處封凍之前保壓時(shí)間的多少直接影響了注塑的尺寸的準(zhǔn)確性,保壓時(shí)間有******值,他主要受注塑塑料溫模溫和澆口大小的影響。如果主流道和澆口的尺寸以及工藝條件都是正常的,通常即以得出制品收縮率波動(dòng)范圍最小的壓力值為準(zhǔn)。注塑冷卻時(shí)間主要決定于制品的厚度,注塑塑料的熱性能和結(jié)晶性能,以及注塑模具,模具溫等。....
1.沖壓模具精加工的優(yōu)勢(shì)
一、接受任務(wù)塑料模具的制作,首先是由客戶工程人員提供產(chǎn)品圖紙給到模具制造商,制造商通過(guò)成型塑料制作的任務(wù)要求,收集、分析、消化產(chǎn)品數(shù)據(jù)的過(guò)程,此為接受任務(wù)。1.塑件制作要求了解制件的用途、工藝性、尺寸精度等技術(shù)要求。例如塑料制件在外表形狀、顏色透明度、使用性能方面的要求是什么,塑件的幾何結(jié)構(gòu)、斜度、嵌件等情況是否合理,熔接痕、縮孔等成型缺陷的允許程度,有無(wú)涂裝、電鍍、絲印、鉆孔等后加工。估計(jì)成型公差是否低于塑料制件的公差,能否成型出合乎要求的塑料制件。此外,還要了解塑料的塑化及成型工藝參數(shù)。2.工藝資料了解進(jìn)膠方式、啤機(jī)型號(hào)、塑料材料性能、模具結(jié)構(gòu)類型等要求。成型材料應(yīng)當(dāng)滿足塑料制件的強(qiáng)度要求,具有好的流動(dòng)性、均勻性和各向同性、熱穩(wěn)定性。根據(jù)塑料制件的用途和是否后加工,成型材料應(yīng)滿足染色、鍍金屬的條件、裝飾性能、必要的彈性和塑性、透明性或者反射性能、膠接性(如超聲)或者焊接性等要求。3.選擇成型設(shè)備注射容量、鎖模壓力、注射壓力、模具安裝尺寸、頂出裝置及尺寸、噴嘴孔直徑及噴嘴球面半徑、澆口套定位圈尺寸、模具******厚度和最小厚度、模板行程等。4.模具具體結(jié)構(gòu)方案兩板模,三板模。模具結(jié)構(gòu)是否可靠,是否滿足塑料制件的工藝技術(shù)(如幾何形狀、表明光潔度和尺寸精度等)和生產(chǎn)經(jīng)濟(jì)要求(制件成本低,生產(chǎn)效率高,模具能連續(xù)工作,使用壽命長(zhǎng),節(jié)省勞動(dòng)力等)。二、模具設(shè)計(jì)
中華新曦鵬健康科技園股份、中華文天金融城股份世界總部(中國(guó)長(zhǎng)三角)
微信:13310035541
國(guó)際世委會(huì)中華世運(yùn)火炬杯
全球行動(dòng)領(lǐng)導(dǎo)小組總指揮部
中華(國(guó)家)世組委中華
世運(yùn)火炬杯長(zhǎng)三角執(zhí)委會(huì)
曦鵬事件全國(guó)首案
打傘破網(wǎng)反有組織犯罪
保障改革發(fā)展領(lǐng)導(dǎo)小組